Рассказ
о том, как производят автомобильные шины на заводе финской компании
Nokian Tyres на предприятии в городе Всеволожск под Питером.
Фотографии и текст Artem Achkasov
1.
Промышленная зона Всеволожска — объединение большого количества
предприятий с определенными налоговыми льготами. Химзаводы, сборочные
производства различных авто-брендов… На фоне одинаковых корпусов,
черно-серо-зеленый завод Nokian выглядит как увешанная светящимися
гирляндами новогодняя елка, внезапно встреченная в таежной глуши.
2.
Первое, что встречает меня после проходной — шикарная просторная
столовая, которой позавидует любой московский бизнес-центр. Плотный
обед — салат с курицей, щи с мясом, макароны с котлетой, компот и чай —
обходится мне… в 77 рублей. Это не единственная льгота, которую получают
работники — компания построила две очереди собственного жилого
комплекса по шведскому проекту. За квартирами в нем, предоставляемыми
на льготных условиях, стояла настоящая очередь. Сегодня в Hakkapeliitta
Village живет 340 семей сотрудников компании, а на территории работает 2
собственных детских сада.
Для начала скажу самое важное.
Российский завод Nokian — в два раза больше по площади и в разы
производительнее финского. При соблюдении единых стандартов качества,
производство в городке Нокиа способно выпускать не более шести миллионов
шин в год, а мощность завода во Всеволожске — 15.5 млн шин в год,
и скоро достигнет 17 млн шин. Производство работает круглосуточно
в четыре смены, в нем задействовано 1150 сотрудников, дважды в год
проходящих переаттестацию.
Первый этап производства шины —
«миксинг». На двух этажах производственного корпуса располагается 12
линий по производству резиновых смесей. На восьми линиях из первичного
сырья изготавливают базовую смесь, на четырех — финальную.
Базовую
смесь производят из натурального каучука, поставляемого
из юго-восточной азии, синтетического каучука (его на обе
производственные площадки Nokian Tyres поставляют преимущественно
российские заводы), сажи, силики, а также различных добавок —
активаторов, ингибиторов, пластификаторов, адгезивных веществ.
Перед загрузкой в миксер резиновую смесь разрезают на полоски. В нижнем ряду слева — натуральный каучук, справа — синтетический:
3.
Необходимость использования синтетического каучука обусловлена
не идеальностью характеристик каучука натурального. Которому, к тому же,
требуются особые условия хранения — на завод он поступает
в замороженном виде, после чего отогревается в специальной… сауне.
4.
Сырье загружается в специальные машины — экструдеры, согласно заданной
рецептуре для конкретного типа смеси (всего их более 30 видов, для
различных компонентов и моделей шин).
5. На выходе — так называемая базовая смесь. Она поступает в экструдеры
уже в виде широких лент, в нее добавляются дополнительные химические
вещества, после чего на выходе получается в виде черной ленты финальная
смесь, пригодная для изготовления компонентов шины. Сертифицированное
по стандарту качества ISO 14001 производство не относится к вредным,
поэтому не оказывает негативного воздействия на здоровье сотрудников.
Примечательно,
что транспортировку смесей по заводу осуществляют… роботы!
Автоматические погрузчики умеют находить нужные стеллажи самостоятельно,
и автоматически останавливаются в случае обнаружения препятствия
на своем пути. На полу заводских корпусов есть специальная разметка,
которую нельзя пересекать пешим сотрудникам.
Помимо роботов, на заводе применяются велосипеды. Иначе дойти с обеда до места работы может занять полчаса…
6.
В случае незапланированной остановки, камера на роботе запишет видео,
которое поможет идентифицировать виновника нарушения производственного
цикла. Понятно, что ничего хорошего его не ждет — к вопросам
безопасности на заводе во Всеволожске относятся со всей серьезностью.
Доказательство
этого — бесплатные маффины в столовой, выдаваемые отделом охраны труда
за достижение показателя «140 дней без травм». К травмам на заводе
относят даже ушибы и вывихи голени у сотрудниц офиса, связанные
с использованием каблуков. Согласно информации на стендах, переломов
на производстве практически не бывает, а тяжелых травм не было и вовсе
ни разу с момента запуска завода в 2005 году. Что примечательно,
в основном статистику портят офисные сотрудники, а чаще — сотрудницы,
подворачивающие ноги из-за каблуков на лестницах. Поэтому длина каблуков
на предприятии строго регламентирована, а входить с ними на само
производство и вовсе запрещено. Но не будем отходить от темы:)
На заводе
при входе бесплатно раздают беруши, есть свой медкабинет, а также
спортивный зал с качалкой и сауной. В цехах есть даже курилки,
но за несколько часов на заводе я никого там не видел.
7. После изготовления финальной смеси, производится лабораторный контроль каждой ленты смеси.
8. Проверяется ее состав, а также физические свойства (самый зрелищный тест — растяжение).
9.
Несоответствующие стандартам качества смеси отправляются
на переработку. После того, как все смеси проверены, начинается
следующий этап — производство компонентов шины. Делают это на двух типах
линий, длинных и коротких. Длинные линии — универсальные, на них после
соответствующей перенастройки можно изготавливать различные компоненты
шины, такие как протекторная лента, боковины, гермослой.
10.
Протекторный агрегат работает следующим образом — в экструдер (миксер)
подается четыре типа резиновой смеси, которые перемешиваются нужным
образом, формируя будущий протектор при помощи преформера и профильных
планок. Поскольку у разных шин разные и смеси, и профиль, то каждая
протекторная лента соответствующим образом маркируется (цветовой полосой
и цифро-буквенным кодом).
После этого к протекторной ленте
добавляется подпротекторный слой. Лента охлаждается водой и наматывается
на огромную катушку (длина ленты — до 90 м).
По похожему принципу на длинных линиях изготавливаются и другие компоненты — гермослой и боковины.
Короткие
линии менее универсальны — на них делают конкретные компоненты.
Бортовое крыло, стальной брекер, нейлоновый бандаж и обрезиненный
текстильный корд.
11.
Первым делом обрезиненное текстильное полотно поступает в раскроечную
машину. Корд разрезается с разной шириной и под разным углом поперек
нитей основы, соединяется и сматывается в катушки. Примечательно, что
работают с такими агрегатами в основном женщины — тут очень важна
внимательность и усидчивость.
Другое
текстильное полотно поступает на другую машину — слиттер, где его режут
на ленты шириной 180 мм. После этого ленты направляют в холодильник,
чтобы предотвратить их слипание. Там они находятся до следующего этапа —
нарезки на полосы.
Рулоны лент поступают на минислиттер, который
режет их на 10-миллиметровые ленты JLB, которые впоследствии и выступают
в роли нейлонового бандажа шины, отвечающего за показатель индекса
скорости будущей шины.
12.
На линии по производству бортового кольца специальная машина
обрезинивает стальную проволоку, и навивает ее на барабаны (от 13 до 44
витков). Задача бортового кольца — плотно удерживать шину на ободе
колесного диска
На соседней линии происходит навивка
наполнительного шнура, также называемого апексом. Резиновая смесь
формируется через экструдер и прикрепляется к бортовому кольцу.
13.
На следующем станке происходит плетение металлокорда и его последующее
обрезинивание. Интересно, что после этого корд режут по диагонали (под
углом 25 градусов), после чего снова склеивают в единую ленту
и наматывают на катушки.
14.
Процесс изготовления металлокорда и его обрезинивания. На последней
фото видно, как материал для боковины покрышек прошивается белой
хлопковой нитью. В процессе вулканизации шины нить сгорает, и через эти
отверстия выходит горячий воздух. Именно так и получаются тоненькие
усики на боковинах.
После того, как все компоненты готовы, они
поступают в цех сборки. На заводе работают шиносборочные машины трех
различных поколений — 6 немецких машин Krupp, а также 45 голландских
машин VMI — из них 20 машин последнего поколения VMI MAXX. Ключевое
отличие новых машин — полностью автоматизированный процесс сборки шины,
не требующий участия человека.
15.
На первом барабане на гермослой, предварительно соединенный
с боковинами, наматывается обрезиненный текстильный корд, надеваются
бортовые крылья, в шину подают давление, и боковины выворачиваются
наизнанку.
Одновременно
на втором барабане соединяются между собой два слоя стального брекера,
поверх них наматывается лента JLB (нейлоновый бандаж) и протекторный
слой. Получается брекерно-протекторный пакет. С помощью автоматического
трансфера он соединяется со второй частью шины. Ролики прикатывают одну
часть к другой. Получается так называемая «зеленая шина», полностью
готовая к финальному этапу производства — вулканизации.
Видео сборки шины:
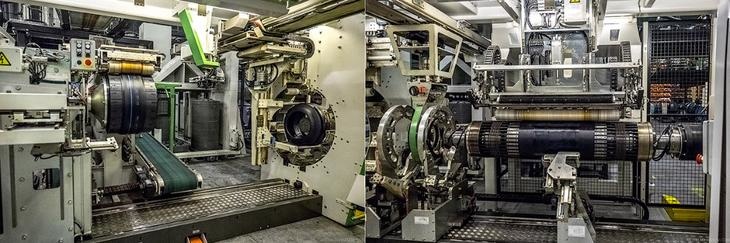
16.
При помощи автоматической линии транспортировки, зеленые шины попадают
в цех вулканизации. Автоматика считывает маркировку и «зеленая шина»
попадает в барабан с нужной пресс-формой. Изнутри в нее вставляется так
называемая диафрагма — прочный резиновый мешок, который раздувается
изнутри горячим паром под высоким давлением. Снаружи на шину со всех
сторон давит пресс-форма, которая наносит рисунок протектора
и маркировку на боковинах. На запекание одной шины уходит от 8 до 12
минут в зависимости от модели и типоразмера.
17. После запекания, шина охлаждается на валиках и поступает на конвейер.
Дальнейший
ее путь — не на склад, а на этап контроля. Первым делом, каждая шина
попадает на участок визуального контроля. Тут работают самые опытные
сотрудники завода, способные отличить летние шины от зимних по запаху,
и на глаз, и на ощупь распознать свыше 130-ти возможных дефектов.
Квалификация этих специалистов поддерживается специальными проверками,
когда им дают шины с конкретными дефектами (с какими именно —
не говорят), и просят определить брак. Если шина по той или иной причине
забракована, ее направляют инженеру по качеству. После подтверждения
дефекта, шину разрезают пополам (чтобы никому не пришло в голову
ее использовать), и направляют на утилизацию. В день один контролер
проверяет свыше 10 000 шин.
Визуальный контроль шины. Взвешивание.
Маркировка. Склад отбракованной продукции — обратите внимание, все шины
разрезаны пополам. Весь брак перерабатывается в различные
резинотехнические изделия, такие как автомобильные коврики, лежачие
полицейские, покрытие для детских площадок. Таким образом, завод
не производит отходов.
18.
Шины без дефектов поступают на линию автоматического тестирования, где
специальные машины проверяют их на соответствие необходимому весу,
отсутствие конусности, биений
и т. д. Для этого шина
закрепляется на специальном барабане, в нее подается давление
и имитируются различные условия эксплуатации. После всех тестов,
на прошедшие их шины наносится маркировка, и они направляются на склад.
19.
Шипованные шины перед тем, как попасть на склад, оказываются в цехе
ошиповки. Автоматические станки по заранее заданной программе шипуют
шину, самостоятельно считывая отверстия под шипы. На заводе применяется
два типа станков — обычные, которые вы видите на фото и которые
используются в том числе и на других заводах, и новейшие, которые
компания держит в тотальном секрете и использует для ошиповки своих
флагманских моделей.
20.
На заводе во Всеволожске делают шины, экспортируемые более, чем в 40
стран мира, в том числе страны Центральной Европы, Скандинавии
и Северной Америки. Гигантский склад обойти можно только за несколько
часов. Тут хранится примерно полтора миллиона шин.
21.
Ассортимент полностью сменяется менее, чем за месяц, так как завод
обладает возможностью работать не «на склад», а в соответствии
с текущими потребностями рынка. Производятся только те шины, которые
заказаны дистрибьюторами. Делают тут и горячую новинку от Nokian Tyres —
внедорожные шины Nokian RockProof. А вот гигантские индустриальные
шины, предназначенные для работающей в шахтах и карьерах специальной
техники, производятся на финском заводе концерна.
Посещение завода
Nokian Tyres вызывает настоящий восторг. Созданы рабочие места, люди
держатся за эту работу (большая часть сотрудников работает уже более 7
лет и уходить никуда не планирует) Предприятие очень современное,
красивое и чистое. Последнее я оценил, когда в разгаре съемки решил
снять какой-то из станков по обрезиниванию с нижнего ракурса, для чего
пришлось встать на колени. Про то, что на мне надеты новые джинсы,
я позабыл… Каково же было мое удивление — колени оказались абсолютно
чистыми…


































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}